Незабаром запаси закінчаться
Не пропустіть цю можливість, поки запаси не закінчилися.






Незабаром запаси закінчаться
Не пропустіть цю можливість, поки запаси не закінчилися.



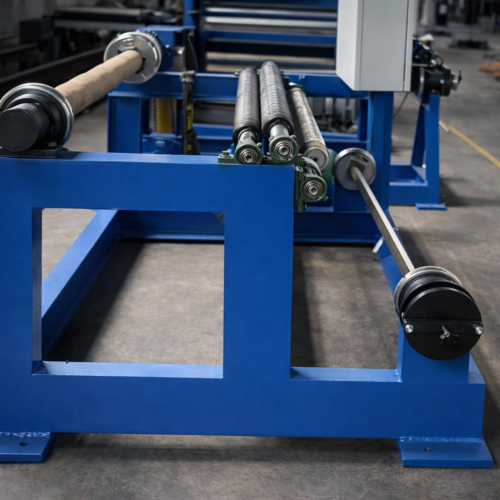


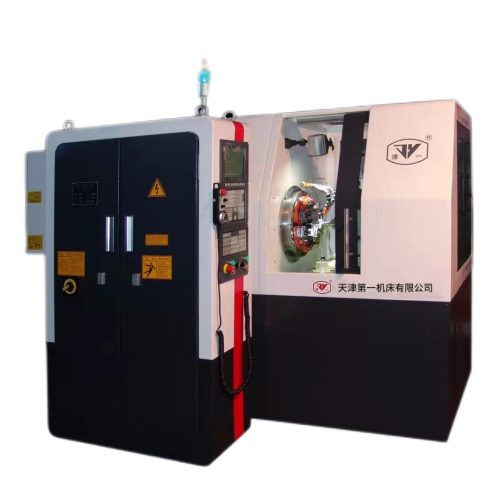
YKW2950B Спіральний конічний зубофрезерний верстат з ЧПУ
Спіральний конічний зубофрезерний верстат з ЧПУ – це універсальний верстат для витягування спіральних конічних шестерень з ЧПК , розроблений на базі заводського верстату для витягування зубчастих коліс Y2950 і зубофрезерного верстата Y2150.Він спеціально використовується для чорнової обробки та обробки спіральних конічних шестерень в автомобільній, машинобудівній, тракторній та інших галузях промисловості. Гіпоїдні передачі розробляються і виготовляються як пасивні передачі. Метод різання використовується для грубого різання, а метод формування або метод спірального формування використовується для тонкого різання.
Оплата. Оплата при отриманні товару, Оплата карткою у відділенні, Google Pay, Онлайн картою, знижка -5% у разі оплати
Гарантія. Закон про захист прав споживачів не передбачає повернення цього товару належної якості.
Опис
YKW2950 B Універсальна машина для витягування спіральних конічних шестерень з ЧПУ
1. Призначення верстатів
YKW2950A — це універсальний верстат для витягування спіральних конічних шестерень з ЧПК , розроблений на базі заводського верстату для витягування зубчастих коліс Y2950 і зубофрезерного верстата Y2150.Він спеціально використовується для чорнової обробки та обробки спіральних конічних шестерень в автомобільній, машинобудівній, тракторній та інших галузях промисловості. Гіпоїдні передачі розробляються і виготовляються як пасивні передачі. Метод різання використовується для грубого різання, а метод формування або метод спірального формування використовується для тонкого різання.
Цей верстат підходить для масового виробництва пасивних зубчастих коліс і добре працює при використанні в поєднанні зі спіральним конічним зубофрезерним верстатом YKD2250A (обробка ведучих коліс), виготовленим на нашому заводі.
2. Конструктивні особливості верстатів
1. Цей верстат оснащений системою ЧПК SIEMENS 8 28 D. Дві осі ЧПК і шпиндель інструменту приводяться в рух двигунами зі змінною частотою .
2 . Коли ящик для заготовок знаходиться в горизонтальному завантажувально-розвантажувальному положенні, заготовки можна завантажувати та вивантажувати швидко, точно та зручно. Ця функція дуже корисна для організації он-лайн або автоматичних ліній для виробництва конічних зубчастих коліс. Крім того, оскільки шпиндель заготовки знаходиться далеко подалі від інструменту під час завантаження та вивантаження заготовок, це робить операцію дуже зручною.
3 . Система ЧПК використовується для керування індексацією заготовки та нового механізму затиску шпинделя заготовки з гідроциліндром. Коли верстат обробляє, шпиндель заготовки міцно затискається на ящику заготовки та автоматично відпускається під час індексування для швидкого індексування.
4 . Інструментальний шпиндель: він використовує систему керування перетворенням частоти з ЧПК , яка не тільки спрощує структуру верстата, але й реалізує різноманітні методи обробки. Він також використовує потужне гідравлічне змащування, таким чином покращуючи жорсткість, точність і термін служби опори.
5 . Пристрій поперечини використовується для фіксації положення між ящиком для інструментів і ящиком для заготовки. Коли ящик заготовки піднімається в положення різання, поперечина затискається гідравлічно і завжди знаходиться в затиснутому стані протягом усього процесу різання, утворюючи високу жорсткість каркасна конструкція.
6 . Оскільки основна сила різання верстата спрямована на станину під час різання, верстат може використовувати масу верстата для отримання більшої жорсткості обробки.
7. З цим верстатом можна використовувати оригінальні ріжучі інструменти верстатів Gleason 606#, 607#, 608#, 609# і 610#. Розміри з’єднувальних різальних головок становлять 58,221 мм, 126,966 мм і 215,8 мм відповідно.
8 . Верстат використовує різні засоби захисту , такі як захист від тиску, захист від мастила та захист від індексування, щоб забезпечити надійну роботу верстата.
9 . Верстат може бути оснащений автоматичним конвеєром залізної стружки та кондиціонером електрошафи.
Основні технічні характеристики верстатів
| 1. Діапазон обробки | |||
| Крок зовнішнього конуса | мм | Макс 250 | |
| Мінімум 102 | |||
| Максимальний діаметр ділильного кола | мм | 500 | |
| Максимальний модуль обробки | мм | 12 | |
| Мінімальне передавальне число | 1:2,5 | ||
| Ширина зуба | мм | 76 | |
| Кількість зубів | 25~60 | ||
| Кут установки ящика заготовки | 60°~90° | ||
| Відстань зсуву шпиндельного колеса заготовки (кут установки в положенні 90°) | мм | 124~224 | |
| Відстань корекції поперечного положення інструменту ящика для інструментів | мм | 80~510 | |
| Відстань поздовжнього зсуву позиції інструменту ящика для інструментів | мм | 185~360 | |
| Величина осьового переміщення шпинделя інструменту | мм | 0~26 | |
| 2. Шпиндель заготовки | |||
| Конічний отвір шпинделя заготовки з великим діаметром торця | мм | 86,916 | |
| Заготовка шпинделя конус отвір конус | 1:24 | ||
| Глибина конічного отвору шпинделя заготовки | мм | 15.88 | |
| Діаметр кінця шпинделя заготовки | мм | 222 | |
| 3. Діаметр різальної головки 6″, 9″, 12″, 18″ (найбільш підходить для 9″ і вище) | |||
| 4. Швидкість різання і швидкість подачі | |||
| (1) Швидкість різання | |||
| Діаметр різальної головки | Грубо нарізані | Точний виріз | |
| 6″ | м/хв | 14~35,1 | 2,97~6,98 |
| 9" | м/хв | 17,1~46 | 4,46~10,46 |
| 12 дюймів | м/хв | 17~48,7 | 5,94~13,95 |
| 18″ | м/хв | 22,8~65,4 | 8,91~20,93 |
| (2) Швидкість подачі грубого різання | S ec/зуб | 3,7~36,2 | |
| (3) Висока швидкість малювання | S ec/зуб | 4,1~9,7 | |
| 5. Загальна потужність двигуна верстата | КВА | 35 | |
| 6. Зовнішні розміри верстата (довжина × ширина × висота) | мм | 3500×2908×2000 | |
| 7. Маса нетто верстата | t | 8 |









Відгуки
Немає відгуків