Незабаром запаси закінчаться
Не пропустіть цю можливість, поки запаси не закінчилися.





Незабаром запаси закінчаться
Не пропустіть цю можливість, поки запаси не закінчилися.






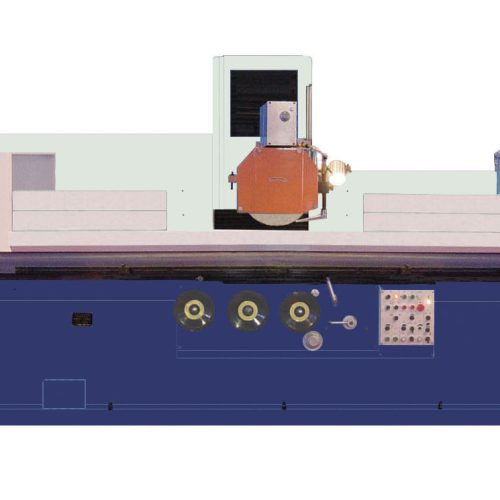
Координатно пробивний прес SKТC30-32 з гідравлічним приводом
Координатно пробивний прес з гідравлічним приводом. Лист металу кладуть на стіл верстата. Оператор, притискаючи лист до спеціального висувного упору, натискає спеціальну клавішу на верстаті. Виїжджають захвати із затискачами міцно чіпляють лист. Позиціонуючий механізм складається з приводів, що рухають захватами разом із листом по двох осях. Швидкість пересування така велика, що для роботи з тонколистовим металом її доводиться спеціально занижувати, тому що від різких поштовхів, на металі виникають «хвилі», від чого втрачається точність, мнеться лист.
Оплата. Оплата при отриманні товару, Оплата карткою у відділенні, Google Pay, Онлайн картою, знижка -5% у разі оплати
Гарантія. Закон про захист прав споживачів не передбачає повернення цього товару належної якості.
Опис
Координатне пробивання металу на сучасному верстаті виглядає наступним чином.
Лист металу кладуть на стіл верстата. Оператор, притискаючи лист до спеціального висувного упору, натискає спеціальну клавішу на верстаті. Виїжджають захвати із затискачами міцно чіпляють лист. Позиціонуючий механізм складається з приводів, що рухають захватами разом із листом по двох осях. Швидкість пересування така велика, що для роботи з тонколистовим металом її доводиться спеціально занижувати, тому що від різких поштовхів, на металі виникають «хвилі», від чого втрачається точність, мнеться лист.
Лист рухається по столу досить швидко. Товстий металевий лист має досить велику вагу (до 50кг і більше). Для полегшення руху листа використовують два основних типи покриття робочого столу верстата – щіткове та кулькове чи комбіноване. Щітки відмінно підходять для роботи з тонким та легким листом. Щітки є розташовані сіткою пучки жорсткої нейлонової щетини. Кульковий стіл – запресовані у оправки металеві кульки, розташовані також у вигляді сітки. Кульки дозволяють працювати з товстим та важким листом металу.
Координатне пробивання металу при позиційованому листі відбувається наступним чином. Спочатку спеціальне притискне кільце на верхній частині пробивного інструменту притискає лист до матриці (нижньої частини пробивного інструменту). Далі пуансон із величезним зусиллям (до двохсот тонн) б’є по листу, пробиваючи його. Потім пуансон під впливом потужних зворотних пружин повертається у вихідне положення, притискне кільце відпускає лист, який відразу рухається для наступної операції.
Сучасні високопродуктивні верстати виробляють до десяти і більше ударів за секунду. Звичайно, в реальних умовах ці показники, як правило, нижчі, але не набагато. Уявіть собі всі описані рухи важкого листа металу та деталей пробивного інструменту по 3-7 разів на секунду і зрозумієте, наскільки досконалі сучасні координатно-пробивні верстати.
Пробивний верстат, що працює в режимі перфорації, видає звук, що нагадує автоматну чергу. При цьому лист металу впевнено «смикаючись» проходить весь шлях відповідно до заданої програми.
Можливості сучасного координатно-пробивного обладнання:
- На високій швидкості і з максимальною точністю проводити переміщення аркуша в процесі координатного пробивання під позицію вирубки;
- Здійснювати високоточне позиціонування та пробивання металу за рахунок шліфованих загартованих поздовжніх та поперечних направляючих;
- Виконувати повну обробку листа, розміри якого лежать у межах зони обробки, та обробку листа більшого розміру з автоматичним перехопленням за рахунок програмованого знімача;
- Досягати високої стабільності зусилля вирубки отворів за рахунок застосування електрогідравлічного приводу штроселя та адаптивного керування числом ходів;
- Проводити швидкий поворот інструменту на будь-який кут під час позиціонування аркуша, скорочувати кількість інструментів, що застосовуються, і час їх встановлення;
- Забезпечувати високу стійкість інструменту за рахунок автоматичного контролю заглиблення глибини в листовий метал;
Координатне пробивання металу дозволяє здійснювати обробку з високою точністю та продуктивністю. Точність може досягати 0,05 мм. У порівнянні з лазерною різкою на деяких деталях порівняні за вартістю з лазером пробивні машини здатні досягати більш ніж десятикратної продуктивност
Повний плавний пневматичний зажим
◆5-осьова сервосистема FANUC, Японія
◆ Реле OMRON Japan
◆ Безконтактний перемикач IFM (Японія) OMRON / Німеччина
◆Штампування з використанням серводвигуна FANUC (Японія)
◆ Рухомий робочий стіл
◆ Лінійні направляючі компанії Rexroth Німеччина або Японія, THK
◆ Кульково гвитова пара Японія THK або Німеччина Rexroth
Таблиця розподілу прес-форм
Інструментальна поворотно револьверна станція 32 інструмента
| Назва станціі | розмір інструмента | Кількість інструмента |
| Робоча станція A | 12,7 мм | 16 |
| Робоча станція В | 12,7 – 31,7 мм | 12 (2 поворотні) |
| Робоча станція C | 31,7 – 50,8 | 2 |
| Робоча станція D | 50,8 – 88,9мм | 2 |
- Основний корпус – власне виробництво
- Система управління – Японська система ЧПУ FANUC
- Поворотний стіл – власне виробництво
- Серводвигун і привід – міжнародний бренд FANUC Японія
- Лінійні направляючі – THK Японія або німецький rexroth
- Кулько-гвинтові передача – японська THK або Німеччина rexroth
- Реле – Omron, Японія або IFM Німеччина
- Безконтактний перемикач – Японський Omron або німецький міжнародний бренд IFM
| Параметр | Од. | Показник |
| модель | SKТC30-32 | |
| № | ||
| Основні параметри | ||
| Номінальний тиск | kN(Т) | 300 (30) |
| Тип штампування | гідравліка | |
| Конструкція каркасу | тип | закритий |
| Максимальний розмір обробки | Ось X мм | Ось X мм 3000 |
| Ось Y мм | Ось Y мм 1500 | |
| Максимальна товщина обробки | мм | <6 |
| Максимальна частота штампування | ударів в хвилину | 1500 |
| Кількість затискачів | шт | 3 |
| Затискної механізм | Пневматичний | |
| Станція автоіндексацій | шт | 2 |
| Поворотна револьверна інструментальна станкція | шт | 32 |
| Керуючі осі | шт | 5 (X, Y, W, C.A) |
| Діаметр поворотного столу | мм | 1040 |
| Структура робочого столу | щіткові та роликові елементи | |
| Точність штампування | мм | ± 0,1 |
| Максимальна вага завантаження | кг | 150 |
| Тиск повітря | МПа | 0,5 |
| Загальна потужність | кВт | 30 |
| Максимальна швидкість руху листа | м / хв | 90 |
| Швидкість оберту інструментального револьвера | об / хв | 30 |
| Вага верстата | кг | 12000 |
| Габаритні розміри | мм | 4400 * 2700 * 2000 |
| Країна виробник | Китай | |
| Система ЧПУ | FANUC 5 axis servo system
|





Відгуки
Немає відгуків