Незабаром запаси закінчаться
Не пропустіть цю можливість, поки запаси не закінчилися.






Незабаром запаси закінчаться
Не пропустіть цю можливість, поки запаси не закінчилися.




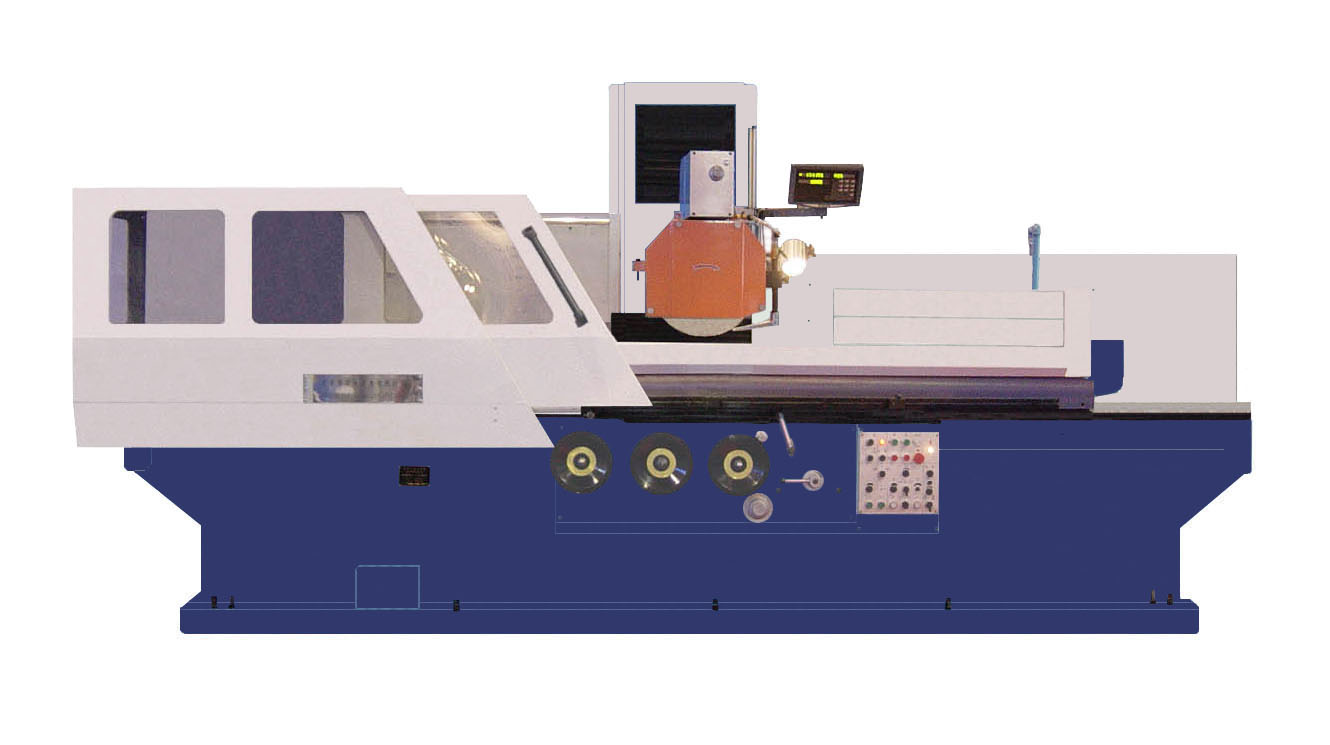
Плоскошліфувальний верстат з горизонтальною віссю MT7160
Плоскошліфувальна машина прямокутного столу з горизонтальною віссю. Шліфувальна машина з прямокутним столом із горизонтальною віссю MT7160/1.6M використовує периферійну поверхню шліфувального круга для шліфування горизонтальної поверхні заготовки, а також може використовувати торець шліфувального круга для шліфування вертикального висоти та канавки заготовки.
Оплата. Оплата при отриманні товару, Оплата карткою у відділенні, Google Pay, Онлайн картою, знижка -5% у разі оплати
Гарантія. Закон про захист прав споживачів не передбачає повернення цього товару належної якості.
Опис
Технічне рішення плоскошліфувальної машини MT7160/1.6M з прямокутним столом і горизонтальною віссю
Огляд обладнання
Шліфувальна машина з прямокутним столом із горизонтальною віссю MT7160/1.6M використовує периферійну поверхню шліфувального круга для шліфування горизонтальної поверхні заготовки, а також може використовувати торець шліфувального круга для шліфування вертикального висоти та канавки заготовки.
Структура верстата приймає макет із колонами з електричним приводом, що рухаються вбік , що може виконувати функції швидкого руху та періодичної подачі.
Поздовжнє переміщення робочого столу безступінчасто регулюється за допомогою гідравліки, а для змащування поздовжньої напрямної рейки використовується відкрита гідростатична напрямна з фіксованим об’ємом. Направляючі поперечного та вертикального переміщення колони складаються із загартованих сталлю попередньо натягнутих напрямних напрямних. , які легкі в рухах і чутливі в подачі.
Склад продукту
Верстат складається з станини, колони, шліфувальної головки, верстака та електромагнітного верстака, гідравлічної системи, системи механічної передачі та системи керування.
3. Конструкційні характеристики верстата
1 . каркас станини
Станина верстата виготовлена з високоякісного чавуну і в процесі виготовлення проходить вторинну обробку штучного старіння. Внутрішня структура однорідна, конструктивні характеристики стабільні, і вона має переваги несучої навантаження, опору тиску та зносостійкості.
Верстат має каркасну конструкцію з підключеними переднім і заднім токарними верстатами. Він розроблений з двома направляючими, однією V та однією плоскою. Поверхня напрямної рейки була точно оброблена та має хороші напрямні характеристики, забезпечуючи точність, міцність і стабільність, необхідні для точної обробки.
2 . Колонка
Верстат має рухомий макет колони, структуру рами та колону, що утримує шліфувальну головку. Розширена структура, стабільна точність. Виготовляється з високоякісного сірого чавуну і в процесі виробництва проходить вторинну обробку штучного старіння. Внутрішня структура однорідна, конструктивні характеристики стабільні, і вона має переваги несучої навантаження, опору тиску та зносостійкості.
Бічний напрямок руху колони – це загартована сталлю направляюча конструкція кочення, що приводиться в рух двигуном через гвинт. Рух плавний, а точність надійна.
3 . Шліфувальна головка
Шліфувальна головка складається з втулки, шпинделя, підшипника кочення, фланця, патрона шліфувального круга тощо. Вузол інтегровано в корпус шліфувальної головки, оточений колонами, що має характеристики зручного обслуговування та простого складання.
Шліфувальна головка має 12 автоматичних рівнів вертикальної подачі, починаючи з 0,0025 мм і збільшуючи щоразу на 0,0025 мм . Мінімальне значення шкали підйомного маховичка становить 0,005 мм . Він підходить для шліфування великих форм, інструментів і ріжучих інструментів.
Вертикальний напрямок руху шліфувальної головки – це загартована сталлю направляюча конструкція, що приводиться в рух двигуном через гвинт. Рух плавний, а точність надійна.
4 . Верстак і електромагнітний верстак
Верстак виготовлений з високоякісного чавуну і в процесі виготовлення проходить вторинну обробку штучного старіння. Внутрішня структура однорідна, конструктивні характеристики стабільні, витримують навантаження, стійкі до тиску, зносостійкі та легко обробляються.
На верстаку є Т- подібний паз, в який можна закріпити електромагнітний верстак або великі заготовки.
У нижній частині верстака сконструйовано дві направляючі рейки, одна V і одна плоска.Є кілька масляних камер, розроблених на плоскій направляючій рейці V. Під час роботи верстата масло під зовнішнім тиском видавлюється з них масляні камери на напрямних рейках верстака, щоб утримувати станину верстата та верстак. Між напрямними рейками утворюється шар масляної плівки, завдяки чому дві відносно рухомі напрямні завжди перебувають у стані рідинного тертя. тривалий термін служби, а поверхні напрямних рейок ніколи не зношуються Геометрична точність напрямних верстата може підтримуватися протягом тривалого часу, щоб забезпечити точність обробки верстата.
Електромагнітний верстак встановлюється на робочу поверхню як пристосування, що поглинає загальні заготовки. Ви можете вирішити, встановлювати чи демонтувати електромагнітний робочий стіл відповідно до заготовки, що обробляється.
Електромагнітний верстак має функцію захисту від втрати збудження.
5 . Гідравлічна система
Поздовжнє переміщення робочого столу плавно регулюється за допомогою гідравліки, а гідростатична направляюча фіксованого об’єму забезпечує плавний рух і високу несучу здатність. Багатонасосна система, розроблена нашою компанією, встановлена в кінці верстака, що складається з кількох масляних насосів. Кожен насос подає масло в кожну масляну камеру на напрямній рейці верстака, тим самим утворюючи певну кількість масляної плівки між верстаком і напрямною рейкою, уникаючи сухого тертя між напрямними рейками, зберігаючи точність напрямної рейки протягом тривалого часу, і зробити направляючу рейку плавною. Станьте напрямною, яка ніколи не зношується.
6 . Механічна система передачі та система керування
6-1 . Форми бічного руху колони верстата включають безперервний рух, автоматичну періодичну подачу та ручну подачу. Коли колона рухається вбік, може бути реалізована функція реверсу.
6-2 . Шліфувальна головка має функції швидкого підйому, автоматичної вертикальної подачі та ручної вертикальної подачі. Автоматичне керування нульовим положенням подачі, вертикальна автоматична величина подачі шліфувальної головки має 12 рівнів, починаючи з 0,0025 мм , кожен рівень збільшується на 0,0025 мм , мінімальне значення шкали підйомного маховичка становить 0,005 мм ,
7 . Безпека
При розробці захисних перегородок верстатів і кожухів шліфувальних кругів усі показники безпеки суворо відповідають національному стандарту GB15760-2004 «Загальні технічні умови захисту металорізальних верстатів» і міністерському стандарту «Технічні вимоги безпеки шліфувального круга». Охоронці» для забезпечення збереження верстатів. Безпечної експлуатації.
Основні характеристики та технічні параметри MT7160/1,6 метра
1. Розмір робочої поверхні верстака (ширина × довжина) 600 × 1600 мм
2. Розміри електромагнітного верстака (ширина × довжина) 600 × 800 мм (дві штуки)
3. Максимальна висота шліфування (без електромагнітного верстака 550 мм
При одночасному використанні найбільшого шліфувального круга)
4. Розмір шліфувального круга (зовнішній діаметр × ширина × внутрішній діаметр) φ450 × 63 × φ203 мм
Мінімальний зовнішній діаметр шліфувального круга 320 мм
5. Верстак Т-образний паз шириною 18мм
6. Кількість Т-образних пазів на верстаку: 3
7. Поздовжня відстань переміщення робочого столу вручну 1800 мм
Гідравлічний 1600мм
8. Бічний хід колони (максимальний) 680 мм
9. Відстань від центральної лінії шпинделя до робочої поверхні становить 160~775 мм
10. Поздовжня швидкість переміщення робочого столу 2~30 м/хв
11. Швидкість бокового руху колони 1~30 мм/хід (переривчасто)
0,075 ~ 1,5 м/хв (безперервно)
12. Швидкість бічного руху фрези (безступінчасте регулювання швидкості) 56~560 мм/хід
13. Швидка швидкість руху шліфувальної головки 210 мм/хв
14. Поздовжнє переміщення верстака за кожний оберт маховичка становить 27мм.
15. Горизонтальне переміщення стовпа становить 2 мм за кожен оберт маховичка.
Мінімальне значення маховичка 0,01 мм
16. Вертикальний рух шліфувальної головки становить 0,2 мм за кожен оберт маховичка.
Мінімальне значення маховичка 0,005 мм
17. Вертикальна автоматична подача шліфувальної головки (рівень 12) 0,0025~0,03 мм
18. Потужність двигуна (кВт) швидкість (об/хв)
1. Двигун шпинделя 15 1460
2. Двигун поперечного переміщення колони 0,355 75~1500
3. Мотор підйому шліфувальної головки 0,75 1400
4. Мотор комода 0,135 200
5. Двигун розмагнічувача 0,04 2,8
6. Мотор гідронасоса 4 2900
7. Мотор насоса мастила направляючої рейки 0,055 360~3600
8. Масляний бак мотор повітряного охолодження 0,55 1380
9. Мотор насоса охолоджуючої води 0,12 2700
10. Замінити двигун масляного насоса 0,55 1400
19. Витрата кожного насоса
1. Потік насоса охолодження 50 л/хв
2. Потік гідравлічного насоса (гвинтовий насос) 2900 об/хв 90 л/хв
3. Потік масляного насоса 18 л/хв
4. Швидкість потоку мастильного насоса направляючої рейки 0,95 ~ 9,5 см 3 /хв.
20. Сила всмоктування електромагнітного верстака 8 кг/см 2
21. Габаритні розміри верстата (довжина × ширина × висота) 4800 × 2599 × 2400 мм.
22. Максимальний простір, який займає верстат (довжина × ширина × висота) 5100 × 2599 × 2400 мм
Розмір упаковки верстата (довжина × ширина × висота) 5125 × 2700 × 2900 мм
23. Власна маса верстата 11000кг







Відгуки
Немає відгуків