Незабаром запаси закінчаться
Не пропустіть цю можливість, поки запаси не закінчилися.






Незабаром запаси закінчаться
Не пропустіть цю можливість, поки запаси не закінчилися.




Показано 1–16 із 28Sorted by latest









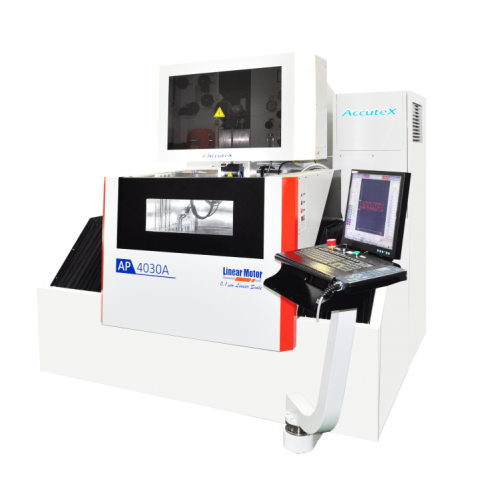





Електроерозійні верстати призначені для обробки деталей складних форм, що не підлягають механічній обробці або механічна обробка є економічно необґрунтованою.
Електроерозійні верстати – металорізальне обладнання, важливою перевагою якого є його здатність обробляти матеріали з високою твердістю, наприклад, загартовану сталь, твердий сплав, полікристалічний алмаз (PCD).
Електроерозійні верстати можуть обробити елементи складних форм, наприклад, траєкторії з гострими внутрішніми кутами, шпонкові пази, шліци, замкові з’єднання, глибокі кармани, тощо.
Технологія електроерозійної обробки полягає в тому, що поверхня матеріалу руйнується під впливом електрично-дугових розрядів високої частоти, що виникають між заготовкою та дротом або електродом в діелектричному середовищі.
Деталь, що потрапляє на обробку, з’єднується з джерелом постійного струму, а саме з позитивним полюсом, та опиняється в діелектричній рідині. Де, під дією струму між негативним електродом (інструментом) та заготовкою стається електричний розряд. В місці впливу відбувається нагрівання матеріалу, він плавиться та частково випаровується. Діелектрик служить для ізоляції, охолодження деталі та видалення з місця різання часточок матеріалу.
Особливості електроерозійних верстатів з ЧПК
Електроерозійні верстати з числовим програмним керуванням, в роботі яких використовується метод електричної ерозії, виконують як типові операції з оброблення деталей та заготовок, так і особливі інженерні задачі, для виконання яких механічні способи виявляються не вигідними.
За допомогою електроерозійного верстата, купити який пропонує компанія Абпланалп, є можливість виконувати вирізи різних конфігурацій, як з зовнішньої сторони деталі, так і з внутрішньої, щоб в результаті отримати складний за формою виріб.
Програмування та контроль всіх процесів обробки виконує комп’ютер. ЧПК в значній мірі розширює можливості ерозійного верстата.
ЧПК дозволяє запрограмувати верстат для руху по складним траєкторіям, зберігати програми, бібліотеку режимів різання та має ряд додаткових спеціальних функцій в залежності від типу та моделі верстату. Додаткова опція поворотного столу дозволяє значно розширити можливості обробки деталей дуже складної форми та обробки деталей з декількох сторін за одну установку.
